About Us
About Company
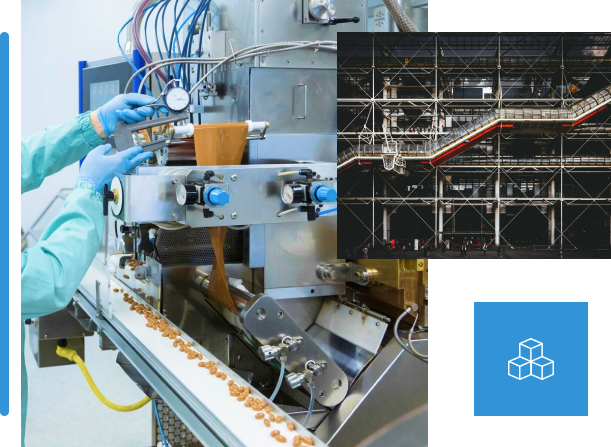
McKenzie handling Systems provides complete, fully engineered material handling systems in one total package. We custom design, build, install, and service integrated systems using the most advanced technology available. We are problem solvers at McKenzie Handling Systems and enjoy the challenge of designing a total conveyor and material handling systems; we can objectively recommend the best system for you. McKenzie Handling Systems is a full-service Materials Handling solutions provider. We have in-house capabilities to design, engineer, manufacture, install and maintain systems.
For over 40 years, McKenzie Handling Systems has been helping improve operational performance in the material handling industries, with smartly designed and ruggedly built equipment. Founded in 1985 as McKenzie Handling Systems, the company’s focus on unparalleled quality and critical safety engineering of material handling equipment, resulted in exponential growth—doubling in capacity every year.
- Complete System Design
- Custom-Built Material Handling Systems and Products
- Engineering
- AutoCAD and Solid works 3-D Drawings
- Consulting and Design Services
- Liquidations, Plant Relocation, Warehouse Surveys
- Test Lab for flow racks and conveyors
- Conveyor Components in Stock
- Parts Replacement
- Electrical Controls
- Bar Code and RFID Systems
- Mechanical Installation
- Electrical Installation
- Conveyor Service
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Our Equipment Includes
Quick Ship: Program on conveyors and pallet racks
DELIVERING ACCELERATED SOLUTIONS AROUND THE WORLD SINCE 1985
Today, McKenzie is comprised of two product divisions:
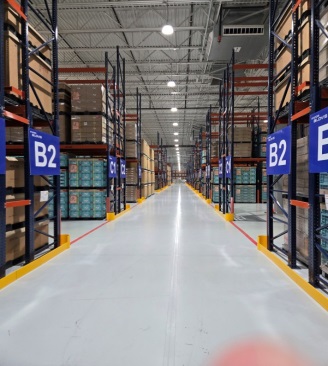
McKenzie Handling Systems – One of the largest providers of logistics and warehousing products.
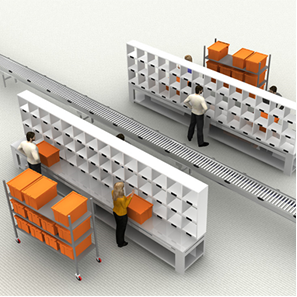
McKenzie Conveyors – A leading manufacturer of conveyor equipment for the material handling industry.
OUR PURPOSE
Deliver smart solutions to help our customers, communities and employees thrive.
OPERATIONAL PERFORMANCE AND SAFETY
The company established high standards for what we design, engineer and build so that our customers experience minimal maintenance, more uptime and the lowest total cost of ownership.
- Durable materials, premium hardware and advanced design, for equipment that’s ready when you need it and lasts through years of rigorous daily use.